金属板を重ね合わせて電極に挟み、電極を通して高電流を流し、熱と加圧で溶接する方法です。方式としてはスポット溶接、プロジェクション溶接、シーム溶接に分けられます。
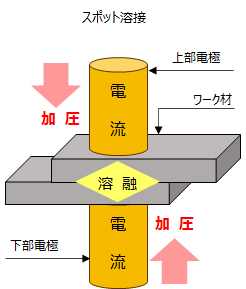
スポット溶接はその名の通り「点」で接合する方法です。電極に高電流を流し加圧力でワーク材の内部を溶融させ、溶接部にナゲットを形成して接合します。大量生産に向いているため自動車製造分野で多用されています。
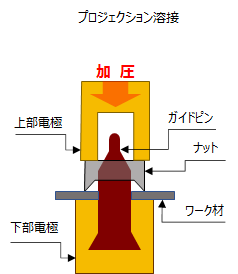
プロジェクション溶接はワーク材に突起を形成し、電流を集中させることで接合する溶接法です。狭い場所に多点を同時に溶接することが可能で、板、ナット、パイプなど各形状が異なる溶接に有効です。
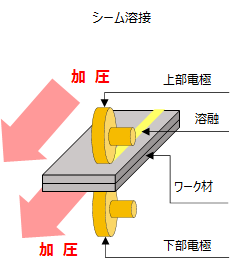
シーム溶接は円板状の電極を回転させながら抵抗熱でワーク材を溶接する方法です。連続に溶接するため線状の気密性が得られます。薄板に特化されていて他の溶接法に比べ速度が速いのでコスト削減に寄与します。
抵抗溶接電極は主に溶接電流、電極加圧力、通電時間の3つが大事になってきます。素材としては高電流・加圧力に耐えられる導電率・硬度・高融点・耐熱性が要求されます。
MTA合金は銅に鉄を合金することで各銅合金の耐熱性と強度を向上させます。